Welcome to Zhengzhou Haloong Machinery Manufacturing Co., Ltd Website! Collect this site SITEMAP Contact US






The camshaft is usually located at the end of the shaft and is usually 300-700mm long.There are three forging methods: flat forging press machine, screw forging press and oil forging press.Today we are going to focus on camshaft forging using the skills of an electric screw forging press.The forging process of electric screw forging press includes upsetting, final forging and edge cutting.

Upsetting process is similar to that of flat forging press machine, but its accumulated volume is less than that of flat forging machine.The camshaft is long and the upsetting process cannot be realized on the screw forging press, so the upsetting equipment should be equipped on the production line, usually with oil forging press or other forging presses.Because the press upsetting billet can use closed die, the die is easy to design, forging operation is relatively simple, upsetting billet does not appear parallel to the bar axial flash, and upsetting billet is also fuller than the flat forging machine, is conducive to the next step smooth realization.However, the cavity volume of upsetting die should be 8% larger than the theoretical volume of forging.
2. The finish forging
The final forging camshaft is placed horizontally and the die has a flyedge bridge and a bin.The volume of upsetting billet should not be too large, otherwise it will be folded.If the size of upsetting billet is too small, the formed camshaft is not full, so the billet process is very important.Because of the length of the camshaft, a special device is designed to ensure that the camshaft blank does not flow along its axis during forging.Because this device to ensure that the forging during the final forging can not flow along the axis of the camshaft direction, camshaft forming to control its length, conducive to mass production of auto parts, otherwise it will bring difficulties to the machining, increase the machining cost.
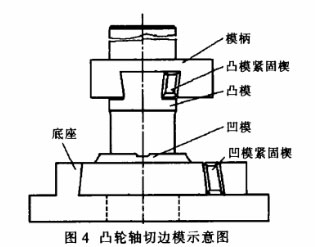
3. The trimming
Because the camshaft is longer, the edge cutting die is different from the ordinary edge cutting die. The longer camshaft forging brings trouble to the design of the edge cutting die.The main problem is the strength of the edge-cutting die, which needs to be embedded in a thicker base to prevent the edge-cutting die from cracking along the axis perpendicular to the camshaft.At the same time, when designing the edge cutting die, the problem of forging die should be considered and the operation should be convenient.Die base best choice 40Cr, edge cutting die using H13 die steel.
Electric screw forging press forge camshaft production efficiency is higher, the mold cost is lower, forging flash is smaller, so forging camshaft is an ideal process.This process is widely used in China and has a large market share.
The commonly used method on the market still has oil forging press forge method, forging efficiency is low, die life is low, forging precision is low, but the equipment investment is less, the process is simple, is also a method of forging camshaft.There is a flat forging machine method, this way of large flash, large consumption, relatively high control requirements, otherwise there will be a lot of burr or camshaft filling dissatisfaction phenomenon.
