Welcome to Zhengzhou Haloong Machinery Manufacturing Co., Lt Website! Collect this site SITEMAP Contact US






The connecting rod process can be divided into the following stages:
The rough machining stage is also the processing stage before the combination of the connecting rod body and the cover: the main processing is the datum level, including the auxiliary datum level processing, the preparation of the connecting rod body and the cover for the combination of the processing, such as milling, grinding, etc
Semi-finishing stage is also the connecting rod body and cover after the combination of processing, such as grinding two planes, semi-finishing floor large hole and hole mouth chamfering. In short, it is the stage of preparation for finishing large and small head holes.
The finishing stage is mainly to ensure that the main surface of the connecting rod is large, small holes to meet the requirements of the drawing stage, such as honing large holes, fine boring small head bearing holes.
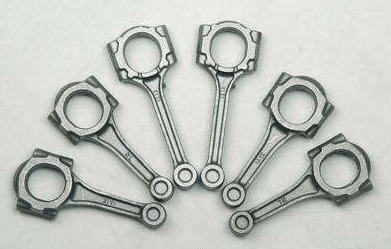
The connecting rod forging shall also meet the following technical and quality requirements on the premise of meeting the dimensional accuracy of the drawing:
The die forging inclination without injection is between 3° ~ 5°, and the radius R without injection is between 2 ~ 5mm.
Non-processed surface should be smooth and clean, not allowed to have cracks, folds, scars, oxide skin (depth of >1mm pits) and other defects.
Residual flash width of parting surface ≤0.8mm.
The longitudinal profile direction of the metal fiber should be along the direction of the center line and consistent with the shape, no disorder and discontinuity, no porosity, cracks, folds, non-metallic inclusions and other defects.
The longitudinal profile direction of the metal fiber should be along the direction of the center line and consistent with the shape, no disorder and discontinuity, no porosity, cracks, folds, non-metallic inclusions and other defects.
The hardness of tempering treatment is between 220 ~ 270HB.
The forging should be inspected for defects.
Repair welding is not allowed for defects in forgings.
The quality deviation of each batch is less than 3%.
